Познавательная
психология
и
биомеханика
движения
мышц в
обучении
сварщиков
Р.
Ястшембский, «Технольконстшембский
Со Т с о. о
А.
Стенцель,
Институт
соединения
металлов, А.
Тройнацкий,
политехнический
институт, (г.
Краков,
Польша)
Создание
интеллигентных
биокибернетических
компьютерных
программ в
сварке
требует
изучения
различных
аспектов
подготовки
сварщиков:
физическое
развитие
мышц,
интенсивность
и время
обучения,
тренировка
сварки, опыт,
роль
курсового
обучения,
познавательные
процессы,
когнивистические
теории
распознания
изображений,
механизм
процесса
познавания
и освоения
техники
сварки,
влияние
механизма
восприятия
на качество
сварки.
Тщательный
анализ этой
темы привел
к
разработке
и внедрению
психологами
методов
более
быстрого и
лучшего
обучения
сварщиков.
Эти методы
могут иметь
применение
в создании
компьютерных
программ
для ведения
промышленных
работ.
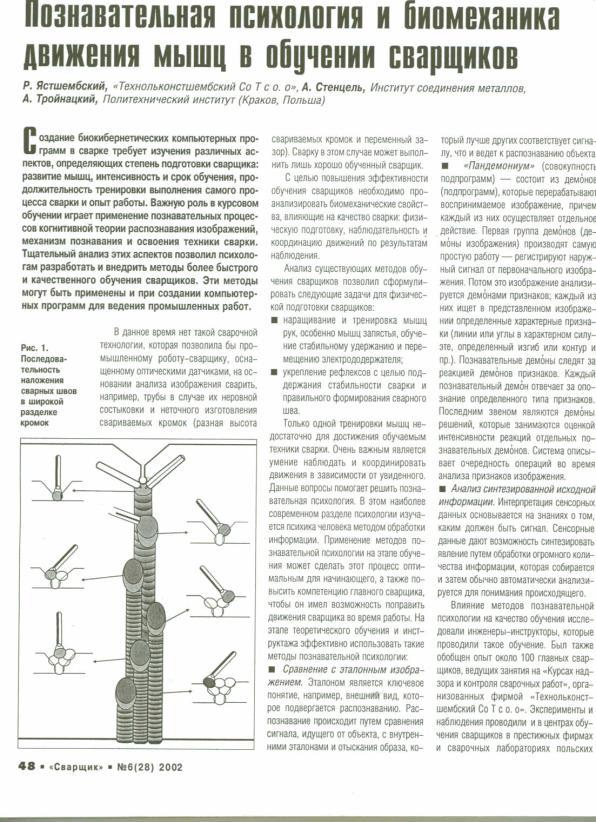
В данное
время нет
такой
сварочной
технологии,
чтобы
промышленный
робот-сварщик,
оснащенный
оптическими
датчиками,
мог бы на
основании
анализа
изображения
сварить
трубы в
случае
неровной
состыковки
соединения
и неточного
изготовления
свариваемых
кромок (разновысокость
кромок,
меняющаяся
высота
свариваемых
кромок и
переменный
зазор). Эти
действия
должен
выполнять
хорошо
обученный
сварщик.
С целью
повышения
эффективности
обучения
сварщиков
необходимо
определить
и развить
действия,
влияющие на
качество
сварки. В
данном
случае
основными
являются
биомеханические
действия:
физическое
обучение,
зрительное
наблюдение
и
координация
движений с
наблюдением.
Анализ
существующих
методов
обучения
сварщиков
позволил
сформулировать
следующие
задания для
физического
обучения
сварщиков:
-
наращивание
и
тренировка
мышц рук,
особенно
мышц
запястья, и
обучение
стабильному
удержанию и
перемещению
дугового
сварочного
пистолета,
-
укрепление
рефлексов с
целью
поддержания
стабильности
сварки и
правильного
формирования
сварного
шва.
Проведение
только
одной
тренировки
мышц не
является
достаточным
для
достижения
хорошего
качества
сварки у
обучаемого.
Зрительное
наблюдение
и
координация
движений с
наблюдением
– это
вопросы,
которые
нашли
конкретные
решения в
области
познавательной
психологии.
Этот
наиболее
современный
раздел
психологии
интерпретирует
знания о
психике
человека в
категориях
переработки
информации.
Применение
методов
познавательной
психологии
на этапе
обучения
может
сделать
оптимальным
процесс
обучения, а
также
повысить
компетенцию
главного
сварщика,
чтобы он
имел
возможность
поправить
движения
сварщика
при работе
на
предприятии.
Использование
трех
моделей
познавательной
психологии:
многоступенчатого
анализа
пандемониум,
анализа при
помощи
синтеза
испытаний и
сравнения с
изображением,
– на этапе
теоретического
обучения и
инструктажа,
повышает
шансы на
успешное
обучение
менее
способных
людей на 10 %.
Использование
инженерами
модели
многоступенчатого
анализа
силуэта
изображения
дало
возможность
применять в
обучении
яркие
модели
окружения
сварочной
ванны.
Принимая во
внимание
новые
возможности,
сформулированы
следующие
задания для
психолога:
-
собрать
знания,
касающиеся
способа
наблюдения
и
фильтрации
изображения
зрительным
аппаратом,
особенно в
случае,
когда
существенное
содержание
изображения
является не
таким, как
это обычно
бывает в «фигуре»
(ясные
элементы
образа), а
включает в
себя не
бросающиеся
в глаза
маловидимые
элементы
фона (фигура
и фон – это
технические
понятия
восприятия
психологией
человека);
-
собрать
сведения об
исследованиях
в обучении
навыкам (праксии,
т. е.
целеустремлённого
действия),
основывающихся
на взаимной
связи между
зрением и
движением
мышц;
-
проработать
методику
эксперимента
сварки
без
сварки.
Когнивистические
теории
распознавания
изображений
требуют
изучить
специфику
познавательных
операций,
активно
функционирующих
в процессе
обучения
сварке.
Динамически
развивающаяся
познавательная
(когнивистическая)
психология
позволяет
применить
ее в
сварочном
деле. «Когнитивизм»
– это
понятие,
описывающие
техническим
языком
парадейма
познавательной
психологии.
Происходит
оно от
латинского
слова cognitivus –
познавательный.
Проанализировано
три модели
распознавания
изображений:
-
система
сравнения с
эталонным
изображением (самая
простая
модель).
Эталоном
является
ключевое
понятие, как,
например,
презентабельность,
которое
подвергается
распознаванию.
Распознавание
наступает
путем
сравнения
сигнала,
идущего
снаружи к
внутреннему
эталону.Отыскание
образа,
который
лучше
других
отвечает на
сигнал, что и
ведёт к
распознаванию
данного
изображения,
-
так
называемый «pandemonium» (эта
система
состоит из
демонов,
которые
перерабатывают
воспринимаемое
изображение,
причём
каждый из
них
осуществляет
отдельное
действие).
Первая
группа
демонов –
демоны
изображения,
которые
производят
самую
простую
работу –
регистрируют
наружный
сигнал от
первоначального
изображения.
Потом это
изображение
анализируется
демонами
признаков;
каждый из
них ищет в
представленном
изображении
определенные
характерные
признаки:
линии или
углы в
характерном
силуэте,
определенный
изгиб или
контур и пр.
Познавательные
демоны
следят за
реакцией
демонов
признаков.
Каждый
познавательный
демон
отвечает за
опознание
определенного
типа
признаков.
Последним
звеном
являются
демоны
решений,
которые
занимаются
оценкой
интенсивности
реакций
отдельных
познавательных
демонов.
Система «pandemonium»
описывает
очередность
операций во
время
анализа
признаков
изображения.
-
система
анализа
после
синтеза. Интерпретация
сенсорных
данных
основывается
на знаниях о
том, каким
должен быть
сигнал.
Сенсорные
данные дают
возможность
синтезировать
явление
путем
обработки
огромного
количества
информации,
которая
собирается
и обычно
автоматически
используется
для
понимания
происходящего.
Эта
синтезированная
информация
наводит
внимание на
стимул, а
также
отвечает за
селекцию в
их
восприятии
/15/. Эта
модель
имеет
возможность
самообучения.
Все три
модели
имеют свою
специфику,
определяемую
появляющимися
проблемами,
во время
постановки
перед ними
проблематических
заданий,
связанных с
переработкой
сенсорной
информации,
итогом
которой
есть
распознавание
изображения.
Применение
этих теорий,
описанных
по
содержанию
и формально,
для
процесса
обработки
информации
во время интенционального
действия
сварки
нашло своё
место в ниже
представленных
исследованиях,
которые
были
проведены
во время
обучения
сварке.
Программа
исследований
выполнялась
инженерами-инструкторами,
которые
обучали
сварщиков.
Был обобщен
опыт около 100
главных
сварщиков,
ведущих
занятия на «Курсах
надзора и
контроля
над
сварочными
работами»,
организованных
фирмой «Технольконстшембский
Со Т с о. о.» (г
Краков).
Эксперименты
и
наблюдения
были также
проведены в
центрах
обучения
сварщиков в
престижных
фирмах и
сварочных
лабораториях
польских
высших
технических
учебных
заведений, в
которых
ведутся
курсы
надзора и
практические
занятия,
касающиеся
исправления
движений
сварщика.
Главной
целью
исследований
было:
-
распознавание
элементов
сварочной
ванны и
происходящих
в ней
явлений,
которые
сварщик
наблюдает
во время
работы и
которые
записываются
в его
подсознании,
-
тренировка
наблюдения
учеником
маловидимых,
но
существенных
в процессе
сварки,
элементов
ванны и
положения
сварного
шва (умение
фильтрации
изображения
сварочной
ванны).
Предыдущие
программы
обучения
требуют,
чтобы
ученик
делал всё
более
трудные
сварочные
упражнения.
Так как
процессы в
сварочной
ванне и
алгоритмы
автоматики
и
биомеханики
движений
сварщика не
совсем
познаны, то
инструктор
быстрее
покажет на
практике,
чем
объяснит
конкретное
движение.
Кроме того,
сам
инструктор
зачастую не
знает, зачем
сделал
именно
такое
движение.
Согласно
польскому
стандарту PN – 87/М
– 69900
существуют
курсы
первой и
второй
степени, а
европейский
стандарт PN-EN 287–1
вводит
высшие
курсы
сварщика
углового
шва,
сварщика
жести и
сварщика
труб. В
каждом
случае
полное
время
обучения
сварщика
охватывает
около 300
часов
практики.
Много
хороших
сварщиков
не может
объяснить,
почему
положенные
ими сварные
швы сделаны
правильно, а
другие
сварщики
делают
ошибки.
Поэтому
сварщики с
полномочиями
UDT не берутся
обучать
своих
сыновей, а
поручают
это
инструкторам
в центре
обучения.
Процесс
обучения
сварки идет
в основном
таким
образом, что
ученик
выполняет
правильный
фрагмент
шва и
регистрирует
в
подсознании
изображение
сварочной
ванны. Путем
большого
количества
проб он
учится
стабилизировать
процесс так,
чтобы
воспроизводить
уже
заученное
изображение
ванны.
Поэтому во
время
сварки
методом МАГ
после
разогрева
сварочного
материала и
расширения
шва сварщик
сокращает
дугу,
изменяет
напряжение
на
сварочном
аппарате, а
не ток на
генераторе.
Чтобы
научить
сварщика
выполнять
гладкий
лицевой шов
лучше
предложить
ему, чтобы он
«вел границу
сварочной
ванны по
выпуклой
середине
предыдущего
шва», вместо
того, чтобы
он «следующий
шов
передвигал
на половину
ширины
предыдущего»,
потому что
деление
расстояния
наполовину
не будет
точным.
Похожее
правило
существует
для
наложения
заполняющих
швов без «приклеивания»
и внешних
швов без
подплавления.
Дальнейшая
тренировка
закрепляет
эти
соединения
в сознании.
Быстроту и
качество
усваивания
техники
сварки
обеспечивают:
зрение, слух,
знания и
наблюдение,
физическое
развитие,
интенсивность
и время
обучения,
опыт и
сварочная
тренировка.
Каждый
кандидат на
сварщика
проходит
обследование
зрения.
Наблюдались
сложности в
сварке у
людей, у
которых
были
проблемы с
распознаванием
оттенков
красного
цвета,
аналогичных
цвету
жидкого
шлака и
жидкого
металла.
Бывали
случаи,
когда после
продолжительной
тренировки
сварщики,
научившись
легким
позициям, не
справлялись
со сваркой в
трудно
доступных
местах.
Среди
немолодых и
хороших
сварщиков
были лица,
которые
пользовались
слухом, а не
зрением. Это
возможно,
когда такой
сварщик
работает в
трудно
доступных
или мало
освещённых
местах,
выполняя
сварной шов
рядом с
разделкой
кромок.
Обычно во
время
монтажных
работ в
трудно
доступных
местах,
когда
хорошо
заученные
движения
неосуществимы,
о качестве
соединения
для
коррекции
движений
нужно
судить с
помощью
зрения. На
этапе
обучения
умение
наблюдения
совершенно
необходимо.
Во время
сварки
электрическая
дуга имеет
интенсивное
свечение и
ученик
первоначально
не видит
существенных
элементов
сварочного
процесса:
предыдущего
шва, ванны
жидкого
металла и
жидкого
шлака.
Только
после
долгой
тренировки
ученик не
обращает
внимания на
дугу, а
замечает
более
существенные
элементы.
Во время
исследований,
проведенных
Институтом
соединения
металлов в
центре
обучения
сварщиков в
фирме «Технольконстшембский»,
замечено,
что
благодаря
длительному
обсуждению
рисунков
места
сварки
сокращается
время
овладения
сварщиком
искусства
наблюдения
сварочной
ванны.
Зачастую
случалось,
что после
долгой
тренировки
ученик не
реагировал
на указания
инструктора.
Однако
после того,
когда
инструктор
показывал
ему
указателем
из
проволоки
ванну
жидкого
металла и
жидкого
шлака,
обучение
сварки
далее
проходило
более
быстрым
темпом.
Происходило
это потому,
что ученику
трудно было
выловить на
фоне яркой
электрической
дуги
малозаметную
ванну
жидкого
металла,
предыдущий
шов и
разделку
кромок.
Когда
длительное
время
слушателям «Курсов
надзора и
контроля
над
сварочными
работами»
неоднократно
повторялись
и
изображались
разработанные
Институтом
соединения
металлов
механизмы
формирования
соединения
и способ
движения
источника
тепла, а
также
технику
подачи
наплавляемого
металла и
укрупненно
зависимость
динамики
процесса от
наблюдаемого
изображения,
люди,
которые
никогда не
держали в
руках
рукоятку
сварочного
аппарата,
при первом
подходе
производили
методом ТИГ
и МАГ
правильный
переплав и
внешний шов.
Зрение
и умение
отличать
жидкий шлак
от жидкого
металла на
фоне очень
яркой
электрической
дуги и
темного
изображения
предыдущего
шва и
разделки
кромок
играет
значительную
роль в
сварочном
процессе.
Опытный
сварщик,
используя
слух, может
поддержать
стабильность
процесса
горения
сварочной
дуги и
правильное
формирование
шва. Это
облегчает
зрение и
снижает
утомление,
связанное
со сваркой. В
случае
сварки труб
можно
контролировать
дополнительно
на слух
качество
сварки.
Характерное
звучание в
трубе
означает
правильное
выполнение
вершины шва,
называемого
переплавкой.
При помощи
слуха можно
контролировать
правильность
горения
сварочной
дуги.
Остается
тогда
сосредоточится
на
наблюдении
сварочной
ванны.
Произведен
эксперимент,
который
основывался
на
прослушивании
(без
возможности
наблюдения)
некоторыми
учениками
звуков,
сопровождающих
сварку
инструктором
образцов.
Среди этих
учеников
установлено,
что они
имеют потом
лучшие
результаты
в обучении
по
сравнению с
остальными.
Многолетний
опыт в
обучении
доказывает,
что люди
очень
высокие, с
крупным
телосложением,
спортивно
тренированные
с большим
трудом
осваивали
практические
знания в
сварке, чем
люди
худощавые и
менее
натренированные.
В первой
группе
людей
замечены
трудности, в
первую
очередь, со
стабильностью
удержания и
точным
ведением
рукоятки.
Казалось
бы, не
хватает
корреляции
в этом
наблюдении.
После
исследований
сделан
вывод, что
легкость в
ведении
рукоятки
обеспечивают
мышцы
запястья, а
не бицепсы.
Важным
является
пропорция
между
мышцами
запястья и
бицепсами.
Монтеры,
производящие
тяжелую
физическую
работу,
должны
больше
тренировать
мышцы
запястья,
чтобы
бицепсы не
ограничивали
точности
движений.
Важными
тоже
оказались
привычки и
навыки.
Сварщики,
которые
переквалифицировались
со сварки
покрытым
электродом
на метод МАГ,
слой
вершины шва
пробовали
произвести
по привычке
методом
скашивания
кромок при
узком
зазоре (1,5 мм) и
имели при
этом
проблемы с
выполнением
сварки.
Сварщики,
которые
раньше
сваривали
газом, при
работе
методом ТИГ
имели
трудность с
выполнением
и качеством
верхнего
слоя шва.
Навыки
после
газовой
сварки
делают
невозможным
выполнение
лицевого
шва без
подплавления.
Люди,
которые
производили
движения
целым
окончанием
руки, имели
затруднение
в сварке. В то
же время те,
которые во
время
сварки
двигали
только
запястьем и
пальцами,
выполняли
это более
ловко. По
мнению
большинства
инструкторов
тренировку
надо вести
от момента,
когда
ученик
перестает
думать о
сварке и
ведет
рукоятку
автоматически.
Сознательный
контроль
движений
сварщиком
действует
так, как
накладка
на
компьютерную
программу,
которая
придерживает
работу
программы.
Люди
с
нарушением
вестибулярного
аппарата не
в состоянии
научиться
сварочному
делу.
Слишком
долгое
обучение в
один день
является
причиной
утомления
ученика и
закрепляет
у него
плохие
навыки.
Также
длинные
перерывы в
обучении
негативно
влияют на
эффективность
обучения.
Выполнялся
следующий
эксперимент:
-
более
обученный
ученик
тренировался
12 часов в
день;
-
ученик,
который
никогда не
держал
рукоятки в
руке,
тренировался
4 часа в день.
Ученик,
который
тренировался
меньше, но
систематически,
быстрее и
лучше
научился
сварочному
делу.
Во
время
обучения
обращается
внимание на
наращивание
бицепсов. Из
наблюдений
следует, что
время
обучения не
должно быть
менее 20
рабочих
дней. Всякие
долгие
перерывы
негативно
влияют на
эффективность
обучения.
Принимая во
внимание
разницу в
производительности
метода ТИГ и
газосварки,
сварщик
должен
выполнить 200
швов на
трубах Ø 75 × 3,2
мм, что
соответствует
1200 метрам
трубопровода.
Чтобы
научить
сварки
методом МАГ
и покрытым
электродом,
надо
сделать
столько же
швов и такой
же ширины.
Это
объясняется
тем, что,
когда
ученик
сделает 50 мм
шва, он
прерывает
сварку и
оценивает
сваренный
отрезок
соединения.
Из
этого
анализа
следует, что
европейские
стандарты,
регламентирующие
количество
часов
обучения, а
не
количество
дней, не
принимают
во внимание
вышеописанных
аспектов
практического
сварочного
обучения и в
этом смысле
не совсем
оптимальны.
Когда
уже освоена
техника
сварки,
необходимо
для
надежности
провести
тренировку.
Котельные
сварщики
после
продолжительного
отпуска
первые швы
выполняют с
браком.
Очень
интенсивная
сварка и «перетренировка»
дает тот же
результат.
Необходимой
является
физическая
стойкость в
случае
длительной
сварки.
Сварщики,
которые
имеют
правильную
технику
удержания и
ведения
рукоятки
сварочного
пистолета,
не
утомляются
так быстро.
Интенсивная
сварка
требует 2 – 3
дня отдыха.
Более
долгий
перерыв
плохо
влияет на
качество
сварки.
После
перерыва не
рекомендуется
в первый
день
производить
ответственные
сварные
соединения.
Часто
случается
так, что
опытные
сварщики со
слабым
зрением, у
которых
трясется
рука,
надежней
производят
требуемые
соединения,
чем молодые
полноценные
сварщики с
многолетней
практикой.
Здесь
сказывается
опыт
ветеранов,
которые «вгрызаются
в металл»,
проверяют
подготовку,
скрепление
краев
разделки,
ведут
правильную
эксплуатацию
сварочного
аппарата и
вообще
имеют
психическую
стойкость.
Сварщик
после
курсов
отличается
от опытного
сварщика,
как молодой
спортсмен
от мастера
спорта на
ответственных
соревнованиях,
тем, что
психически
не
выдерживает.
У
опытного
сварщика
практические
навыки
находятся
не только в
подсознании,
но и в
умственном
сознании,
что
позволяет
ему
проводить
умственную
обработку и
лучшее
ведение
сварочной
рукоятки и
подачи
наплавляемого
металла в
нетипичных
условиях.
Бывает,
что на курсы
записываются
«мастера-самоучки»
с
многолетним
опытом.
Начальники
и инженеры
со
строительными
полномочиями
на
сварочные
конструкции
считают их
хорошими
мастерами,
которые без
обучения
должны
сдать
экзамен на
сварщика лобовых
соединений
труб. После
ознакомления
этих
сварщиков с
экзаменационными
требованиями
и умением
других
обученных
мастеров
задевается
их
честолюбие
и в
результате
такой «самоучка»
обучается
на 50 % дольше,
чем человек,
который
первый раз
встретился
со сваркой
на курсах.
Происходит
это потому,
что
инструкторы
не хотят
передавать
своих
практических
знаний
людям,
слишком
самонадеянным,
так как эти
лица поздно
замечают
необходимость
подавления
плохих
привычек.
Кроме того,
борьба с
этими
привычками
не легка. На
примере
сварки
хорошо
видно, что
мастерство –
это знания и
опыт
нескольких
поколений и
без
овладения
этими
знаниями на
курсах
любитель не
может стать
мастером.
Уровень
сварщика
зависит от
уровня
инструктора,
коллег по
работе, от
которых он
перенимает
опыт,
ответственности
за
произведенные
работы и
уровня
главного
сварщика,
под
руководством
которого
ведутся
работы.
Система
обучения
сварщиков в
Польше. В
таблице
представлено
деление
мастерства
сварщиков
на 5 групп на
основании
записи в
книжке
сварщика в
разные
периоды
времени.
Самой
высокой
группой
считаются
сварщики
энергетических
сталей,
сваривающих
динамически
нагруженные
паровые
трубы (давление
выше 10 МПа).
Эти трубы
подвержены
разрыву из-за
небольших
неплотностей,
вызванных
необнаруженными
радиологическим
методом
каналообразными
свищами и
браком в
начале и
конце шва. На
практике
эти дефекты
могут
привести к
аварии
электростанции
через
несколько
дней.
В
Институте
сварки (г.
Гливице)
организован
образцовый
центр
обучения
для сдачи
экзаменов
по
европейским
строительным
требованиям.
В Польше
существуют
также и
другие
центры
обучения
монтажных
сварщиков
для
предприятий,
работающих
в основном
на экспорт, и
для
предприятий,
имеющих
высокое
качество
производства
для
внутреннего
рынка.
Разработаны
способы
обучения
высококлассных
сварщиков,
соответствующих
требованиям
отдельных
отраслей
промышленности
по
американским
и
европейским
критериям.
Эти центры
признаны UDT.
Политика
крупных
предприятий
делает
невозможным
обучение
сварщиков
от
предприятий
– будущих
конкурентов.
Таблица.
Квалификации
сварщиков в
Польше
|
Стандарт,
организация |
I категория |
II категория |
III категория |
IV категория |
V категория |
|
UDT, 1975 |
Rs2.2 Bs2.1 покрытым электродом до
δ = 6 мм |
Rs1.1 Bs2.1 |
Bs1/1 |
Основной
курс фирм, с
полномочи-ями
UDT |
Основной
курс
обучения ZSZ
ZDZ |
|
PN
80/М-69900,
Институт
сварки, UDT |
R2G, R2.2E, R2.2T |
R2.1G R2.1t, B2.1C |
R1E, B1E, B1C, R1G, R1T |
Pp1E, P1G, P1C,P1T Центр,
уполномо-ченный
Институ-том
сварки |
Основной
курс
обучения ZSZ
ZDZ |
|
PN
EN 287-1 с 1999 г.,
Институт
сварки, UDT, PRS |
Инструктор
по сварке |
Сварщик
труб |
Сварщик
жести |
Сварщик углового
шва IS
W01 E |
|
Выводы:
-
курсовое
обучение,
передающее
выработанное
поколениями
умение,
необходимо
для
гарантии
хорошего
обучения
сварщиков,
-
необходима
практика,
проводимая
под
надзором
технолога-сварщика
на
соответствующем
объекте,
-
с
применением
познавательных
психологических
методов,
помогающих
в обучении
сварщиков и
основывающихся
на
многократном
показе
сварщику
специально
увеличенного
изображения
места
сварки,
можно
снизить
время
обучения с
одного дня
до 4 часов, в
то же время
невозможно
ограничивать
количество
дней
обучения
менее чем 20
дней в
случае
методов ТИГ
и МАГ (выполнение
лицевого
шва в
позиции PF) и 40
дней в
случае
газовой
сварки и
сварки
покрытым
электродом (PC
лицевой шов
в позиции PF, PC и
HL045),
-
обучение
познавательной
психологии
и
механизмов
переработки
зрительной
информации
позволяет
повысить
компетенцию
главного
сварщика в
вопросе
исправления
движений
сварщика,
-
европейские
нормы,
регламентирующие
количество
часов
обучения, не
указывают
конкретное
количество
дней и
количество
соединений,
которое
должно быть
сварено во
время
обучения,
-
обучение
газовой
сварке
перед
обучением
методом ТИГ
и сварке
покрытым
электродом
перед
сваркой
методом МАГ
на первом
этапе
помогает, но
в
результате
делает
трудным
достижение
наилучших
эффектов,
-
в процессе
обучения
сварке
необходимо
начать с
современных
методов
сварки ТИГ и
МАГ, которые
являются
менее
сложными, и
постепенно
переходить
к более
старым и
сложным
методам,
-
опытный
сварщик
отличается
от
неопытного
тем, что
более
устойчив
психически
и более
надежен при
выполнении
очень
ответственных
сварных
соединений (такая
взаимосвязь
есть и в
спорте во
время
состязаний
на высоком
уровне),
-
наилучший
сварщик
использует
для анализа
изображения
сварочной
ванны
психологическую
модель
сравнения с
изображением,
а люди с
высшим
образованием
используют
модель
анализа
черт «pandemonium»,
-
в
традиционной
системе
обучения
сварщиков
методом
последовательных
опытов, по
опыту
повседневной
жизни в
выработке
умения
опознавать
изображения
решают,
имеет ли
данный
человек
склонность
к
сварочному
делу,
-
показ увеличенного
изображения
сварочной
ванны и
начало
обучения
способом,
основывающимся
на ведении
рук ученика
инструктором
во время
сварки
методом TKS,
позволяет
увеличить
количество
людей,
осваивающих
технику
сварки, с 20 до 80 %,
-
начало
освоения
техники
сварки
методом TKS от
вертикальной
позиции в
случае
жести и
потолочной
позиции в
случае труб,
также как и в
обучении
медицинских
сестер,
позволяет
выработать
психическую
стойкость и
сократить
время
практики,
необходимой,
чтобы
доверить
сварщику
ответственную
работу,
-
согласно
психофизике
сварки,
чтобы
научить
сварщика
хорошо
сваривать,
необходимо
научить его
функционировать
познавательно,
не так, как в
обычной
жизни.
Основывается
это на
изменении
представления
об образе
природного
физического
явления,
-
многомодальная
модель
познавательного
функционирования
сварщика
использует
зрение, слух
и глубокие
чувства (кинестетические).
Информация,
принимаемая
от этих
чувств,
перерабатывается
мозгом
сварщика и
приобретенный
опыт влияет
на
познавательное
функционирование
других
чувств.
Сварщик,
обученный
инструктором,
то есть
обученный
при помощи
кинестетического
чувства,
может
сваривать в
вертикальной
позиции в
результате
переработки
информации
синтеза на
слух,
поменять
движения и
произвести
шов в другой
позиции,
тогда как
промышленный
робот не
сделает
такие
движения.
Это
опровергает
«картезианскую»
теорию
чувств,
-
![]() в
будущем в
анализе
процесса
обучения
сварщиков
могут найти
применение
такие
понятия
современной
психологии,
как:
психофизика,
наивная
теория,
проблема
адаптации,
феноменология
перцепции,
программа
психики,
метафизика
представления
и естества,
мультимодальная
модель,
некартезианская
теория
функционирования
сознания.
в
будущем в
анализе
процесса
обучения
сварщиков
могут найти
применение
такие
понятия
современной
психологии,
как:
психофизика,
наивная
теория,
проблема
адаптации,
феноменология
перцепции,
программа
психики,
метафизика
представления
и естества,
мультимодальная
модель,
некартезианская
теория
функционирования
сознания.
Литература
1 Jastrzebski R., Godniak M., Skakuj T.,
Stencel A., 2000, Zastosowanie psychologii poznawczej i biomechaniki ruchu
mięśni w szkoleniu
spawaczy, Dozor Techniczny, 5/ 2000, 103-106, Poland
2. Jastrzebski R., Godniak M., Skakuj T.,
Stencel A., 2000, La aplicacion de la psicologia cognoscitiva la
biomecanica de los movimientos de los musculos en el entrenamiento de los
soldadores, Soldatura y Technologias de Union, 6-7/2000, 21-26,
Spain
3. Jastrzebski R., Godniak M.,
Skakuj T., Stencel A., 2002,Use of cognitive psychology and muscle
movement mechanics in welders training, The World of Welding,
winter 2002, 4,8,9,12,13, Great Britain
4. Jastrzebski R., Godniak M.,
Skakuj T., Stencel A., 2000, L’application de
la psychologie cognitive et de la mécanique des mouvements musculaires
dans l’entraînement des soudeurs, Soudage &
Techniques Connexes, 11-12/2000,
France
5. Jastrzebski R., Skakuj T., Jarosz J., 2002,
Cognitive
Psychology and Data Processing in Human Brain Used in Welders Training,
International Institute of Welding, Document XIV-756-2002, Presented Paris
Agenda Commission XIV, Education & Training
6. Lindsay P.H., Norman D.A., “Human information processing. An
Introduction to Psychology”, 1972, Harcourt Brace Jovanovich, Inc.
7. Grabowska A., Budochowska W., Procesy percepcji, in:
Tomaszewski T., „Psychologia ogolna.”, 1992, Wydawnictwo Naukowe PWN,
Warsaw, Poland.
8. Nagel Th., „The View from
Nowhere”, 1986, Oxford University Press
9 Matysiak J., Jankowski K., Knoll E., Maszkiewicz K., 1973, Wplyw
rodzaju wzmocnienia w czasie treningu czystosci na zachowanie w sytuacji
nowej u psa, Przeglad Psychologiczny, part 16, No. 1
10. Kolanczyk A., „Czuję, jestem, myślę. Swiadomosc i procesy
psychiczne w ujeciu poznawczym”, 1999, Gdanskie Wydawnictwo
Psychologiczne
11. Bruner J., „Poza dostarczone informacje”, 1978
12. Cosmides L., Tooby J.,2000,
Evolutionary Psychology: A Primer, Internet.
13. Tomaszewski T, ”Psychologia ogolna”, 1995, PWN, Warsaw,.
14. Kurcz I., „Percepcja”, in : T. Tomaszewski, „Psychologia
ogolna”, 1995, PWN, Warsaw
15. Lindsay P.H., Norman D.A., „Procesy przetwarzania informacji
u człowieka. Wprowadzenie do psychologii”, 1991, Wydawnictwo Naukowe
PWN, Warsaw
16. Kozielecki J., „Koncepcje psychologiczne człowieka”, 1995,
Wydawnictwo „Zak”, Warsaw
17. Slot K., Kacprzak T., „Sieci neuronowe komorkowe. Teoria,
projektowanie, zastosowania”, 1995, Wydawnictwo Naukowe PWN, Warsaw-Lodz
18. Chlewinski Z.,
„Wnioskowanie przez analogię w procesach kategoryzacji”, 1995
19. Kolanczyk A., „Czuje,
mysle, jestem, swiadomosc i procesy psychiczne w ujeciu poznawczym”,
1999, Gdanskie Wydawnictwo Psychologiczne
20. Kolanczyk A. , "Intuicyjnosc procesow przetwarzania
informacji", 1991, Wydawnictwo UG
21. Chlewinski Z., "Kształtowanie się umiejetnosci poznawczych:
identyfikacja pojec”, 1991, Wydawnictwo PWN
22. Chlewinski Z., „Psychologia pamieci", 1997, Wiedza Powszechna,
Warsaw
23. Chlewinski Z., „Wnioskowanie przez analogie w procesach
kategoryzacji”, 1995, Towarzystwo Naukowe KUL, Lublin
24. Ostaszewski P., "Zachowanie się organizmow wobec odroczonych
wzmocnień", 1997, Wydawnictwo Inst. Psychologii PAN, Warsaw
25. Tabaczek K., „Psychologia spoleczna w zastosowaniach: teoria i
praktyka", 2001, Alta 2, Wroclaw
26.
Ястшембски
Р. "
Работизизация
капитального
ремонта
доменной
печи", "Металлург"
1988г.стр.29-30
27. R.Jastrzebski " Cutting metal underwater-state-of-the-art" Welding
Inernational 1987 No.10
28. R.Jastrzebski
"Osłona termiczna spoiny układanej pod wodą" польский
патент Nr. 145046 1989г.